|
|
Post by kvom on Jun 21, 2013 6:57:21 GMT -5
Haven't posted for a while because of vacation plus working on Jeep stuff. However, I did manage a few tasks including getting the right side water valve in the tender and priming the lubricator. Also installed a valve in the bottom for draining the tender. I'm also working on a tool to clean the flues.
So tomorrow I plan to fire it up for the second time.
|
|
|
|
Post by kvom on Jun 22, 2013 16:33:02 GMT -5
Got to run the loco around the club's yard loop a couple of times, and found a couple of issues. One is that the steam pressure in the dome wants to force the crank arm on the throttle valve to open. Thus the engine wants to take off full speed, whereas I really only need to crack it a slight amount to start. So I'm thinking I need a notched quadrant on the throttle.
The other issue is that this small boiler doesn't have a lot of steam capacity, so I will likely need to keep busy feeding it coal. Second try around the loop I lost the fire after only going about 100 yards, what with having to hold the throttle I couldn't easily easily manage the shovel. Had some suggestions that perhaps the grate bars aren't far enough apart, so I'll look at that this week.
OTOH the engineer-side injector worked correctly, so some positive news there.
|
|
|
|
Post by kvom on Jul 1, 2013 17:41:58 GMT -5
Did a few things preparatory to trying another steam up. I had borrowed a blower for the stack from another club member, but I need to have my own. So found this Dayton exhaust blower on eBay for under $40 shipped:  To have it sit securely on the stack I turned down a scrap aluminum coaster to have a spigot that fit the stack, then bored out the center to 1.5":  Then wired to a 3-prong plug/wire from an extra PC power cable, and it seems to move a decent amount of air. Another needed tool was a rod to clean flues. For the brush portion I bought a 3/4 inch "fixture brush" in the plumbing section at Lowes for $3, then used the bench grinder to grind the bristles down to a "not too tight" fit to the flues. After cutting the handle off, I made a steel ferrule and welded the brush shaft to it. Other end of the ferrule was tapped to screw onto the SS rod. Finally turned a simple handle from aluminum and used Loctite to fix it to the rod:  The rod is 3/16" diameter and flexible enough to do all the flues except the bottom center one from the smokebox. That flue will need to be cleaned from the firebox end. The other mod was to use a T fitting for the pressure gauge plus a ball valve. The valve when open vents the boiler when filling with water. It can also be used to vent steam at the end of the day, possible for steam cleaning the loco itself.  |
|
|
|
Post by kvom on Jul 16, 2013 16:34:41 GMT -5
I haven't spent a lot of time on the loco for a while, but today made a quadrant for being able to lock the throttle in place.  Now I need to figure out a spring-loaded handle and mechanism to engage the teeth of the gear. I've seen a few examples in the past. With the present throttle geometry there are 4 positions between closed and full open. |
|
|
|
Post by kvom on Jul 19, 2013 19:15:18 GMT -5
Next step in the throttle quadrant is the lever to be attached to the bar. Played around with various options in CAD and came up with this. First cut the profile with the CNC mill:  Then manual milling to get to this:  That was all for today. |
|
|
|
Post by kvom on Jul 26, 2013 9:01:46 GMT -5
Continued work on the throttle lock the past couple of times in the shop. Here's all the pieces:  Then took the plunger to the CNC mill to profile the end to match the quadrant gear:  The square end of the plunger is 3/16" and the endmill is 1/8. Then a bench assembly to test the "action".  The handle and plunger were connected with some solder wire as a temporary test. On the loco I will use some stiff wire. The spring is salvage from a ballpoint pen, and seems just the right force. Cheap to replace if it wears out. Installed on the throttle bar I have a problem. The quadrant gear is not a tight enough fit to the clevis resulting in quite a lot of slack in the throttle position. I think soldering it to the clevis is the best solution.  |
|
|
|
Post by kvom on Jul 29, 2013 16:46:52 GMT -5
Last two shop sessions were devoted to machining the steam whistle. This is from an old Locoparts kit that I bought from a fellow club member. If you were to buy this whistle today it would be already machined with a cast brass core rather than the aluminum I have. In any case, it was necessary to machine the center casting and the brass "cup" to fairly precise dimensions. Here's the parts prior to assembly: 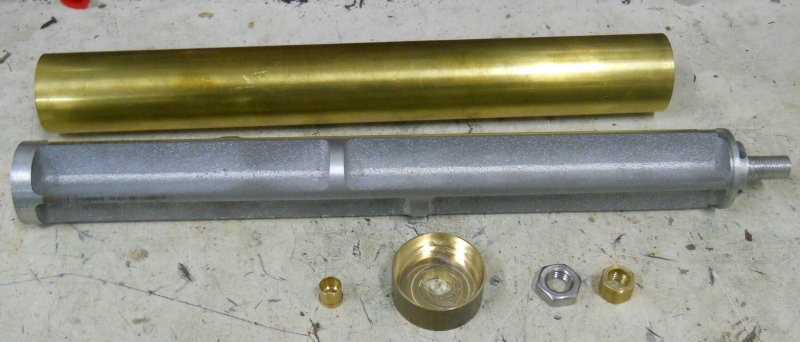 The casting diameter needed to be a press fit to the 1/5" OD brass tube, whose ID I measured as 1.435". Assembled, it looks like this:  Here's the approximate position for mounting under the left running board. Obviously I have to clear the lifting link.  Locoparts sells a 6" long model that might be a better choice for small engines, but I think it will fit. Next session will be to fabricate some mounts for it. |
|
|
|
Post by kvom on Jul 30, 2013 19:01:29 GMT -5
I started work on brackets for mounting the whistle under the running board. Started with some brass, 3x4x1.4" and mounted on a fixture place. A bit of CNC milling to get this:  Removed from the plate, cut off the holding tabs, and cleaned up:  Then sliced in two with a slitting saw:  Then test fit on the whistle:  Next time out I'll drill/tap the brackets for some 8-32 screws, and then drill the runnijg board. I also mocked up the whistle valve position, so once I can hold the whistle in position I can pipe the valve to it. |
|
|
|
Post by kvom on Aug 3, 2013 17:12:25 GMT -5
Got the whistle mounted and piped, so hopefully Wednesday I'll steam up again and try all the updates since the last time.  |
|
|
|
Post by kvom on Aug 10, 2013 15:00:43 GMT -5
Third try at steaming up today. I still had a little trouble getting the fire to stay lit at the start but finally got it going pretty well. At 60 PSI I gave the new whistle a try with "mixed" results:
As can be see from the comments, the whistle valve stuck open meaning dump the fire and pressure. Fixed the valve (hopefully) but it was too darn hot and too little time to fire up again today.
|
|
|
|
Post by kvom on Aug 15, 2013 6:02:57 GMT -5
A friend discovered that the whistle valve was installed in the wrong direction, so that the steam pressure opened the valve. I reversed it and that solved the problem.
I still failed to get around the yard more than 1.5 times before losing both the fire and water. Too many things going on at once for a beginner engineer, plus the tiny firebox door is a problem for feeding the coal. The injector position is also a problem as it's very hard to see from the tender with the running board in the way. In the steaming bay I have no problem getting the injector to feed water, but whether I can make enough steam to drive it and the loco at the same time remains a question.
I'm thinking I might move the injector above the running board. It should lift that high, but the water intake would be above the bottom of the tender.
|
|
|
|
Post by kvom on Aug 29, 2013 18:16:18 GMT -5
I brought the loco home this week after sitting at the track for a couple of weeks. Today I gave the steam dome and its top a coat of hi-temp paint, and the top was starting to get a bit rusty. Of course I should have painted it right after it was welded on.
I also decided to break the grate into two pieces vs. the single piece grate Kozo designed. It's to hard to get in/out and awkward to dump the fire.
|
|
|
|
Post by kvom on Sept 25, 2013 17:04:33 GMT -5
Did a bit of shop time the last few days, including starting on the headlamp. Rather than build one per Kozo's book, I bought a casting kit from Railroad Supply. It will be a good deal larger than the plan, but the result will likely be better than I'd do on a scratch build. Here's a look at the parts as delivered:  Cleaning up the aluminum case casting is the biggest part of the work. In order to true up the sides and bottom, I used the back as the initial datum as it was quite flat and smooth. Holding it in the vise presented some challenges because of the odd shape. Here's the setup I used to mill the bottom as well as drilling/tapping 4 mounting holes:  The lens provided is a round piece of 1/8" thick lucite. It was about .04" too large in diameter to fit the cast bronze frame, so I had to file it down a little at a time until it made a good tight fit. With the frame mounting holes drilled and tapped for 5-40 screws, a little test fit was in order, including the aluminum reflector.  The reflector is parabolic and should project a fairly tight light beam, esp, with some polishing.  The chimney vent is a bronze casting that will require some filing. It's attached to the case by a 10-32 acrew, so a hole in the center needs to be drilled and tapped. It was difficult to hold very securely in the vise, so I milled the bottom flat using .01" DOC and feeds on in the y direction.  Test fit of the vent on the case:  |
|
|
|
Post by silversanjuan on Sept 26, 2013 7:48:06 GMT -5
Looks like some really nice castings. It will look wonderful on your loco.
Will you be powering it with battery or generator?
Todd
|
|
|
|
Post by kvom on Oct 3, 2013 6:50:07 GMT -5
Looks like some really nice castings. It will look wonderful on your loco. Will you be powering it with battery or generator? Todd Battery and LED bulb |
|

